




What sustainability means to us becomes clear in our work. Below are a number of examples from practice.
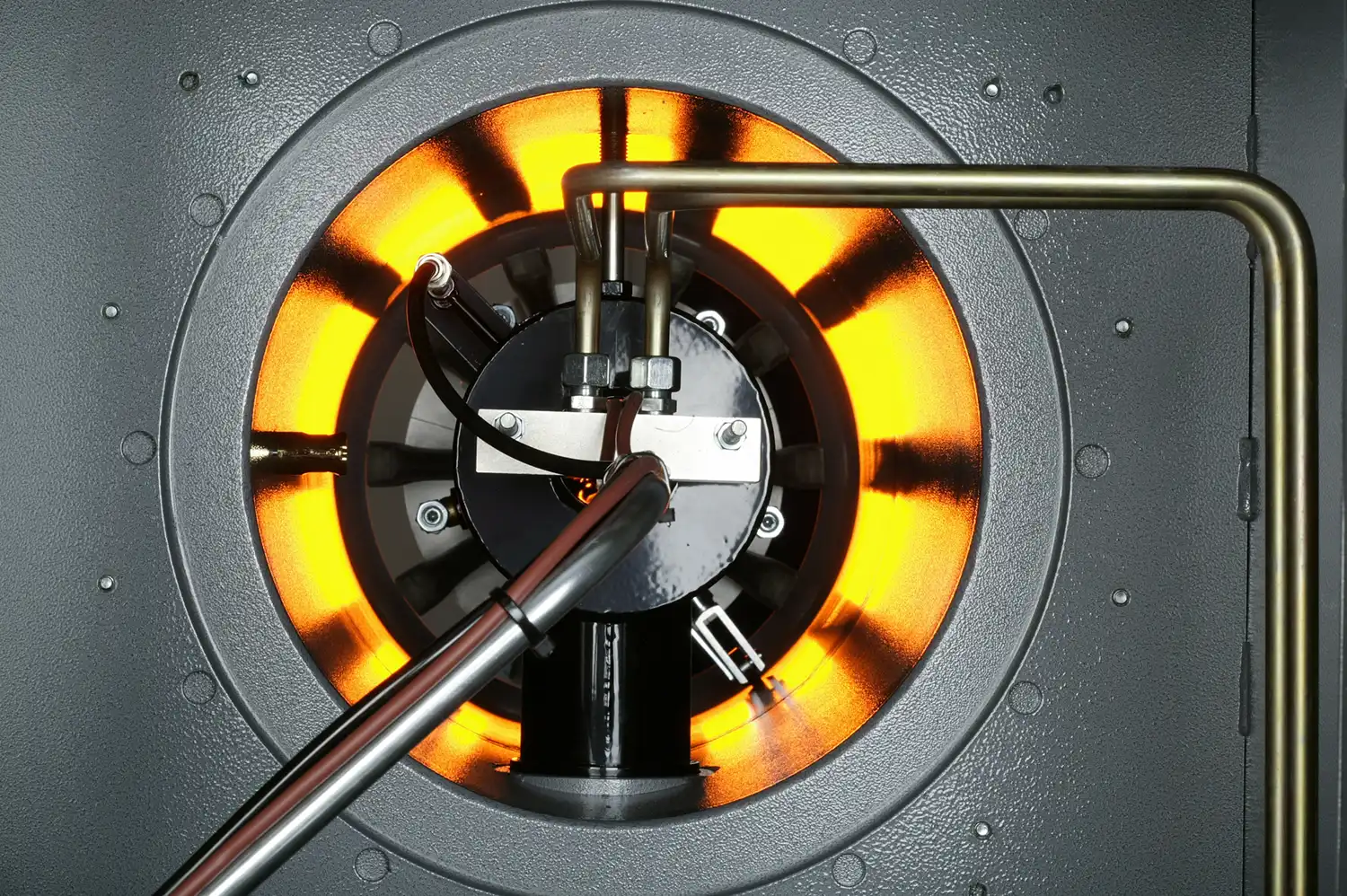
We exclusively supply low NOx burners. Their development began in the late 1980s, when nitrogen oxide emissions had to be reduced. Where the standard was once <150 mg/nm³ and is now <70 mg, our burners are standard below 50 mg/nm³. In combination with a low NOx boiler, even <35 mg is achievable. This does require an investment in both the burner and the boiler. New technologies go even further, towards <10 mg/nm³, although these are not yet applicable in every situation.
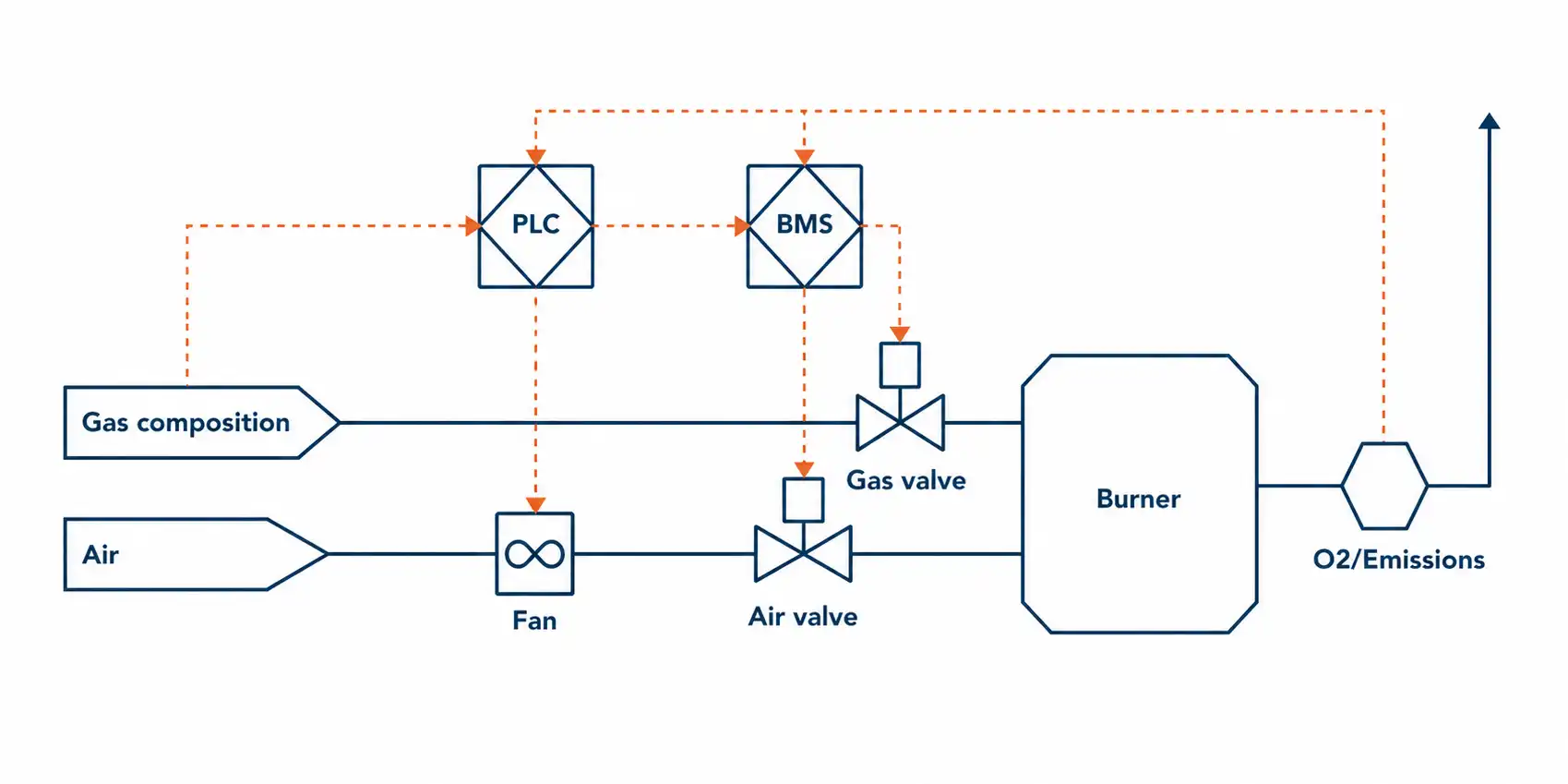
We are developing a burner system that can burn natural gas and hydrogen in any ratio, from 0 to 100%. This allows you to deploy hydrogen step by step, without making radical changes to your installation. The system automatically regulates the correct fuel and air ratio and keeps performance and emissions constant. This makes the transition to hydrogen manageable, technically feasible, and requires lower investments than full electrification.
Low NOx emissions make participation in the Green Label Greenhouse scheme possible. This links environmental performance to concrete benefits, such as tax schemes and lower financing costs. An emission of <50 mg is a requirement. Lower values earn extra points within the certificate.

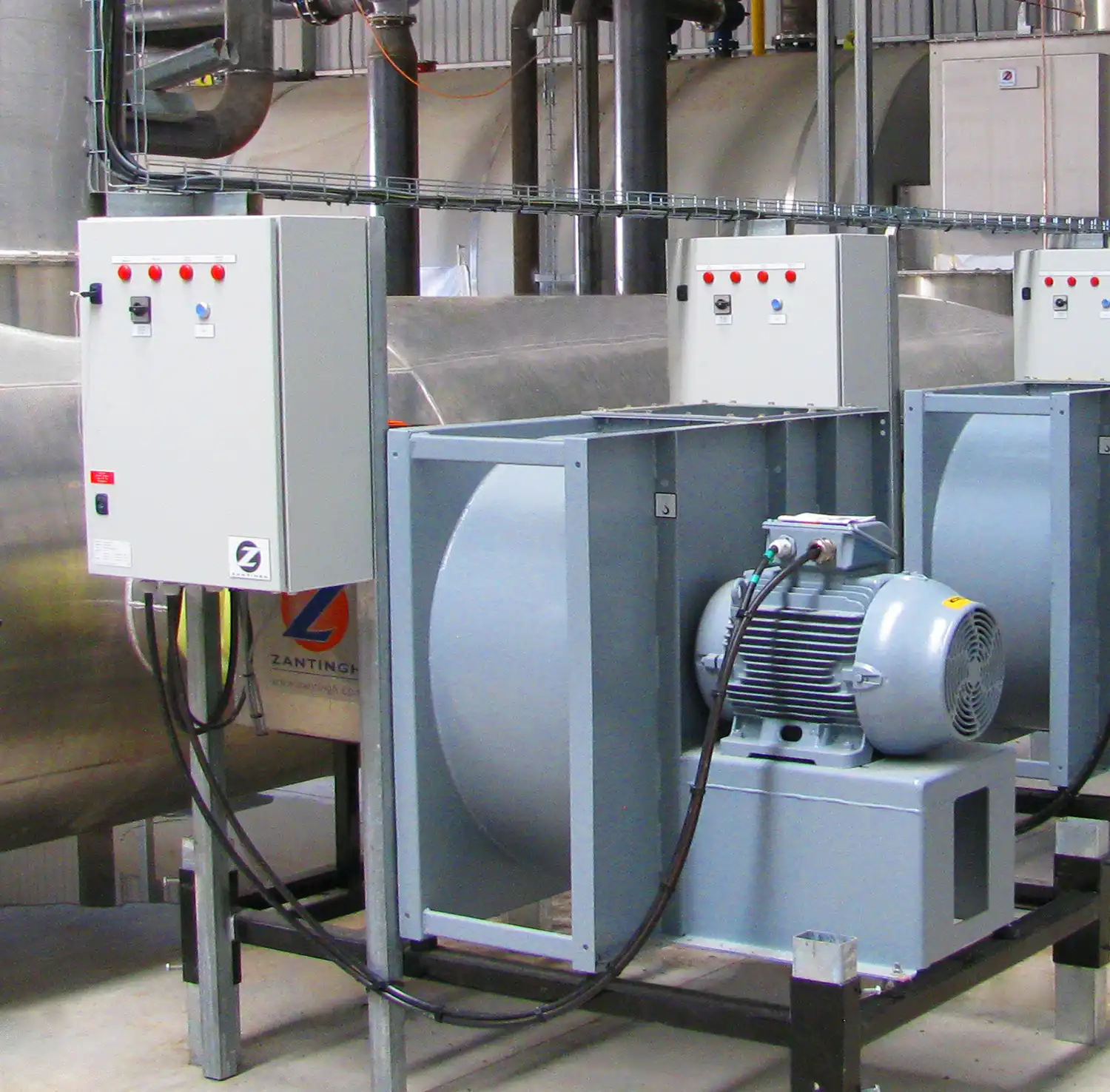
The goal is combustion with as little loss as possible. This means: as little excess air as possible, without compromising on safety. Our burners operate with a residual oxygen content of <2.5% and achieve a flue gas efficiency of at least 95%. The fuel/air control is electronic, ensuring stable performance. With frequency control on the fan, up to 80% of electrical energy is saved, as installations run at lower loads most of the time.

Wherever possible, we apply IE4 Super Premium Efficiency motors. These achieve an efficiency of up to approximately 96.7% and reduce electricity consumption by 15 to 20%. For motors under 75 kW, this is not yet mandatory. Nevertheless, we consciously choose to stay ahead of the curve here.

In greenhouse horticulture, we tailor CO₂ dosing to the needs of the crop. Not continuous production, but targeted dosing. Using our own software, the distribution system is aligned with the cultivation. CO₂ from flue gases is reused in the greenhouse after cleaning. This increases yield and prevents unnecessary emissions.
A flue gas condenser recovers residual heat from flue gases. This results in savings of 10 to 15% on gas consumption. For an average installation, this can amount to more than 100,000 m³ of gas per year. This also means a direct reduction in CO₂ emissions. In many cases, the investment is earned back within a year.

Electric boilers make it possible to handle energy flexibly. At low or negative electricity prices, heat can be generated and stored cheaply. In combination with CHP and storage, a flexible system is created that responds to supply and demand in the electricity grid. This lowers costs and reduces dependence on gas.

The business premises in Rijsenhout have been adapted to reduce energy consumption. A combination of solar panels and battery storage was chosen, tailored to our own consumption and grid capacity.
The system delivers approximately 250 MWh per year, saves about 9,000 m³ of gas, and reduces CO₂ emissions by nearly 15 tons. Up to 90% of energy consumption is covered by our own generation.
Work on installations must meet fixed requirements. Certifications and guidelines make this concrete and verifiable.
They indicate how maintenance and inspections are carried out, which measurements are necessary, and which professional competence is met. Examples include SCIOS inspections and standards applicable to emissions, safety, and electrical installations.
By working according to these guidelines, installations remain demonstrably in order and comply with current requirements. This provides clarity on the state of the installation and prevents disputes afterwards.

Stay informed about innovations in burner technology, market developments, and current projects:

Do you have a technical question or would you like to discuss your project?
Contact us